Tristate Machinery Dismantlers Forum > ILLINOIS
> Machine Parts
> Used
> With Warranty
> Belljar vacuum ion nitrider -tested and working
Belljar vacuum ion nitrider -tested and working
Inquire about a Horizontal ion nitirder
CLC s PLASVAK ION NITRIDING SYSTEMS
CLC has achieved some of its greatest technical accomplishments in the field of plasma ion nitriding. The PLASVAK line of ion nitriding equipment is the most advanced line surface modification equipment available in the World. CLC manufactures the PLASVAK in a wide variety of loading configurations for laboratory and commercial heat treatment applications. In fact, ETC encourages that you inquire about our PLASVAK retrofit kits which can be added to most conventional heat treatment furnace systems.
CLC Corp offers the largest variety in Ion Processing Equipment.
WHAT IS PLASMA ION NITRIDING ?
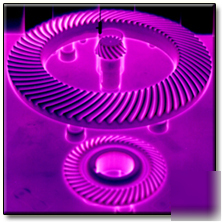
Ion Nitriding is a process used to impart surface hardening to metals for a wide variety of applications. As the name implies, the process uses IONized nitrogen alone, or in combination with other gases, to react with the work surface. The IONized nitrogen also provides the characteristic purple glow around the work pieces being treated. The process requires a vacuum vessel (to remove possible contaminating gases such as air), a high voltage D.C. power supply (capable of providing at least 800 to 1000 volts, which is needed to strike a glow), a gas distribution system (to provide proper mix ratios, flow rate, and flow distribution across the work load), and a pressure control system (to maintain pressures around 1 to 10 torr, appropriate for supporting a glow within the desired voltage range).
In the CLC PLASVAK system, the D.C. potential is placed across the hearthplate (onto which the work-piece(s) is/are placed) and the vessel itself The hearthplate is at the negative potential (cathode) and the vessel is at the positive potential (anode). When the voltage is applied under process conditions, current will flow in a manner similar to conventional gas or glow discharge tube diodes (such as mercury vapor tubes).
Ion Nitriding takes place as current is increased. Current density is uniform around the entire cathode surface which is indicated by a uniform purple glow. Any increase in current, within the region, gives an increase in current density without affecting uniformity. CLC s PLASVAK ion nitriders are supplied with multiple view-ports (or windows) to allow observation of the work-piece(s) and the glow under process. The effect of pressure on the glow seam surrounding the cathode can also be seen. Increasing pressure in the range of 0.5 to 3 torr causes the glow seam to conform more tightly to the cathode. In commercial ion nitriding practice, this phenomenon is useful in causing nitriding through holes in the work-piece (higher pressure or tighter glow seam) or to jump over holes to prevent their being nitrided (lower pressures). For very irregular shaped pieces, it is also possible to control pressure so that all or only selected surfaces are nitrided.
Parts are typically nitrided to impart wear resistance. The advantages of Plasma Ion Nitriding include:
1. The potential for reduced cycle times (33-50% shorter on nitriding steels)
3. The opportunity to minimize or eliminate finish grinding
4. The opportunity to improve metallurgical properties often with lower cost materials
5. The, opportunity to eliminate copper plate masking through use of simple mechanical masks
6. The ability to impart hard wear resistant surfaces without brittleness or causing of spalling or galling found with conventional nitriding
7. The ability to provide uniform case on complex geometry s
8. The potential for reducing operating costs (lower labor and lower gas consumption)
9. Elimination of environmental problems (no toxic salts or toxic gases are used in the process)
10. The potential for reduction in scrap through precisely repeatable cycles
These advantages, and others, can make Ion Nitriding superior to conventional nitriding, as well as other surface hardening techniques. These advantages are obtained by controlling the composition of the compound layer. Unlike conventional bath and gas nitriding, it is possible to simply control the crystal structure of the compound layer being formed in the ion nitriding process. This is accomplished by varying the composition of the gas mixture.
1. NO WHITE LAYER GAS , a composition of generally less than 5% nitrogen and the balance of inert gas (typically hydrogen or argon). With this composition, no compound layer (commonly called white layer , due to its appearance after nital etch) of iron nitrides is .formed. The working surface is the diffused case of nitride precipitates of the alloy constituents (chrome, molybdenum, aluminum, vanadium, and/or titanium). This gas composition would typically be used for tool steels.
2. GAMMA PRIME GAS , a composition of 15-30% nitrogen and the balance of inert gas. This gas composition has the characteristic of forming a very thin compound layer of predominantly monophase gamma prime crystal structure (Fe4N). The most desirable factor of the gamma prime crystal structure is that this compound layer builds to a very thin layer (0.0001 to 0.0004 ) irrespective of the time in the process. Longer process times develop deeper diffused cases and the higher temperatures develop slightly thicker compound layers. Typically, this layer would be used on nitriding steels (Nitralloy 135 or 4140).
3. EPSILON GAS which is a composition of approximately 60-70% nitrogen, 1-3% methane, and the balance of inert gas. This gas composition tends to form predominantly monophase epsilon crystal structure (Fe2-3N). The longer the work-piece remains in the furnace, the thicker the compound layer formed, as well as the deeper the case. Typically, compound layers of up to 0.0010 to 0.0012 can be formed, although in many applications the epsilon compound layer of only 0.0002 to 0.0006 is sufficient for wear resistant characteristics. Higher furnace temperatures will result in thicker compound layers being formed in shorter periods of time. This gas composition is traditionally used on materials that have no alloy constituents (i.e. chrome, vanadium, molybdenum, aluminum, and/or titanium) for which to form a diffused nitride precipitate case structure.
Crystal structure formations in the compound layer (characteristic of gas nitriding and bath nitriding) can also be obtained. These structures, however, generally yield poor metallurgical properties when compared to properties obtained by monophase crystal structure in 100% compound layer, or no white layer at all. Special gas mixtures may be used to impart unique properties to the surface.
CLC Corp offers the largest variety in Ion Processing Eqquipment
This a fornt loading horizontal system built by CLC Furnace. Was Taken Out Working Under Power with a 50 Kw DC Power Supply
Also a Front Loading Horizontal Nitrider is available